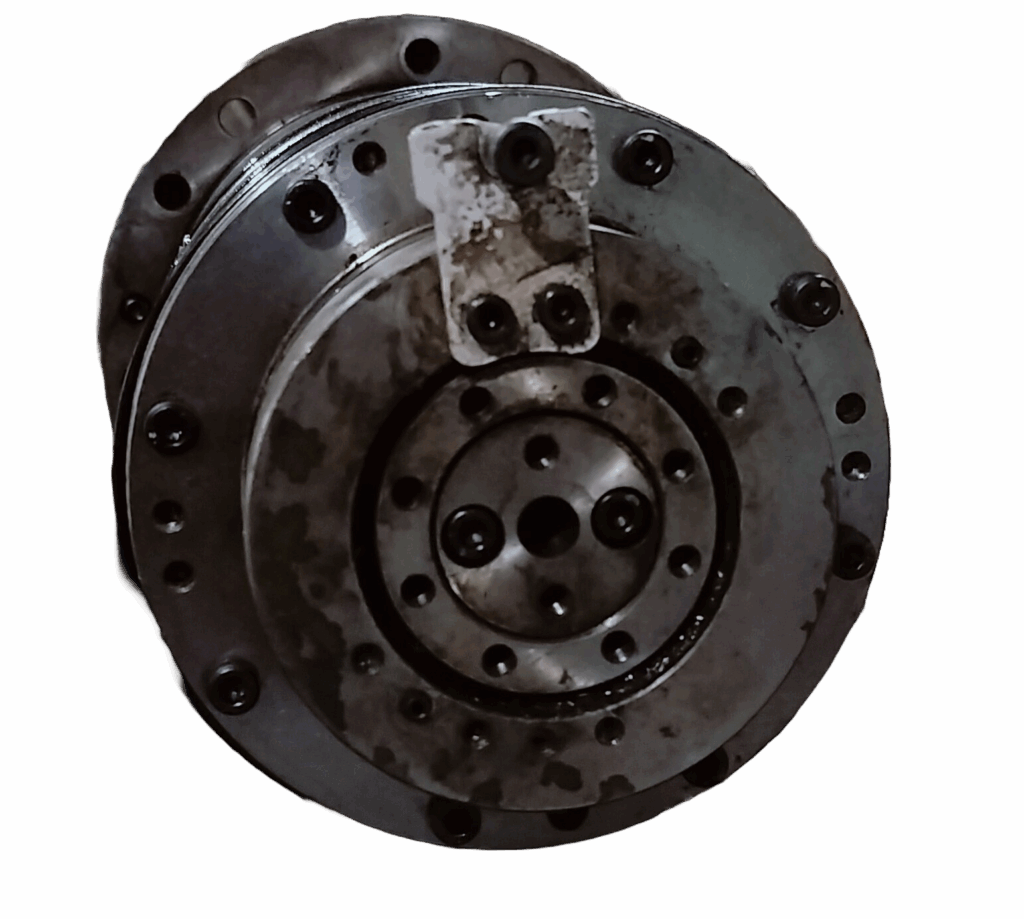
The spindle was received in seized condition. We dismantled the same and found that bearings were completely damaged. We also found that the used bearings are non standard.
We modified the internal design of spindle assembly so that standard bearings can be used.
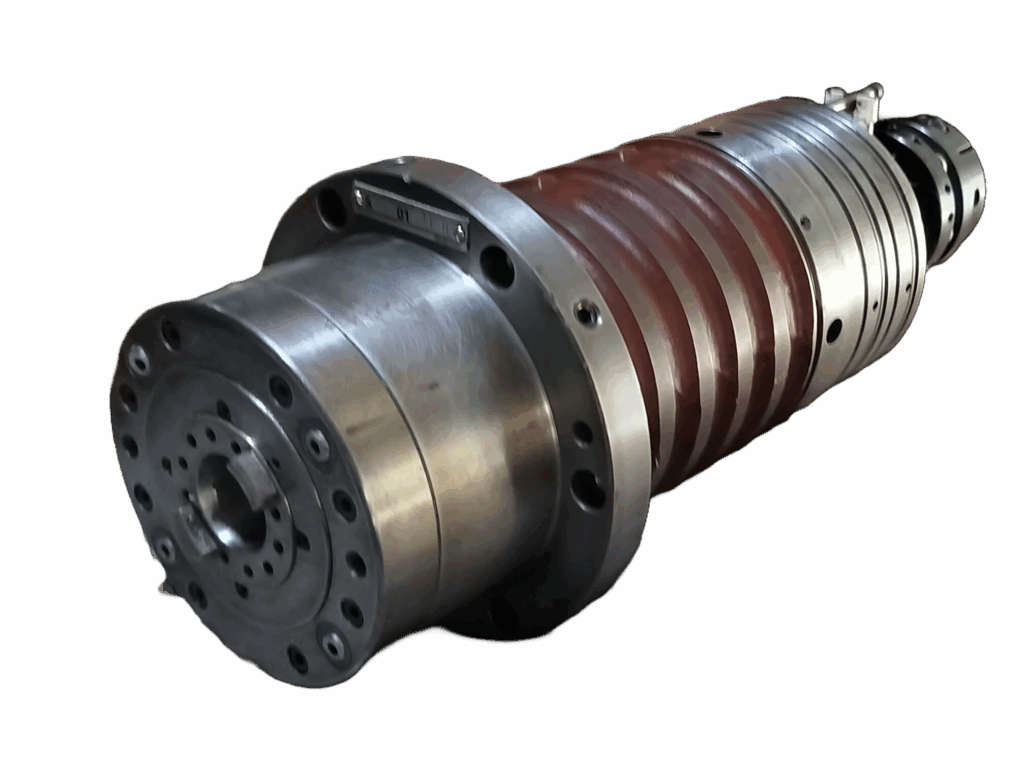
We Ground the spindle nose and achieved the accuracy of 1 micron TIR.
The Spindle was re-assembled. Checked the runout which was 1 micron on the spindle nose and 8 micron on a test mandrel of 300 mm length.